Dengan perkembangan pesat ilmu pengetahuan dan teknologi saat ini, teknologi pencetakan 3D telah menyebar ke berbagai bidang seperti angin timur yang kuat. Dari bagian mesin yang kompleks dan presisi hingga model produk yang realistis, dari prototipe arsitektur yang luar biasa hingga kebutuhan sehari-hari yang dipersonalisasi, teknologi pencetakan 3D, dengan kreativitas tanpa batas dan fleksibilitas yang cukup, telah membawa imajinasi ke dalam kenyataan, membuat kehidupan orang lebih mudah sambil juga memberi kita kejutan.
Prinsip kerja teknologi pencetakan 3D
teknologi pencetakan 3D, yang juga dikenal sebagai teknologi manufaktur aditif, adalah metode produksi inovatif yang membangun entitas tiga dimensi dengan menumpuk material lapis demi lapis. Prinsipnya mirip dengan membangun rumah bata, yang dapat dirangkum secara sederhana sebagai "pembuatan bertingkat, penumpukan lapis demi lapis".
Proses pencetakan 3D tidak rumit. Pertama, model digital dibuat atau diperoleh melalui perangkat lunak desain bantu komputer, lalu model tersebut dipotong menjadi serangkaian lapisan penampang yang sangat tipis (yaitu irisan), dengan ketebalan setiap irisan biasanya berada antara puluhan hingga ratusan mikron. Kemudian, berdasarkan informasi irisan ini, printer 3D membangun objek akhir secara bertahap melalui teknologi dan material tertentu.
proses pencetakan 3D mencakup pemodelan deposisi fusi (FDM), pencetakan stereolitografi foto (SLA, DLP, LCD), sintesis laser selektif (SLS), peleburan laser selektif (SLM), pencetakan tinta stereo (3DP), dan manufaktur lapis demi lapis (LOM).
Fused deposition modeling (FDM) adalah proses di mana bahan termoplastik berbentuk filament dipanaskan dan dilelehkan melalui nozzle, disusun lapis demi lapis pada platform, dan akhirnya mengeras menjadi objek tiga dimensi. Teknologi ini sering menggunakan bahan termoplastik sebagai bahan baku, seperti kopolimer asetonitril-butadiena-stirena (ABS), asam polilaktat (PLA), dll. Memiliki persyaratan peralatan yang rendah dan mudah dioperasikan, cocok untuk individu dan studio kecil. "Pisau lobak" dan "pedang teleskopik" yang baru-baru ini populer di pasar mainan dibuat dengan cara ini.
Pencetakan 3D stereolitografi (SLA, DLP, LCD) menggunakan cahaya dengan rentang dan bentuk tertentu untuk mengiritasi resin fotosensitif, dan resin tersebut mengeras lapis demi lapis untuk menghasilkan objek dengan bentuk yang diinginkan. Teknologi ini memiliki ketelitian pembentukan yang tinggi dan permukaan yang halus, cocok untuk membuat model-detail dan bagian kecil.
Selective laser sintering (SLS) menggunakan sinar laser untuk memindai bahan bubuk untuk melelehkannya dan menyatukannya, menumpuk lapisan demi lapisan menjadi objek tiga dimensi. Teknologi ini menggunakan bubuk sebagai bahan baku (seperti nilon, bubuk logam, bubuk keramik, dll.), memiliki ketelitian pembentukan yang tinggi, dan cocok untuk membuat komponen fungsional dengan struktur kompleks.
Selective laser melting (SLM) memiliki energi laser yang lebih tinggi, serupa dengan selective laser sintering (SLS), dan dapat sepenuhnya melelehkan bubuk logam untuk mencapai prototipe cepat bagi bagian logam. Teknologi ini sering menggunakan bubuk logam (seperti paduan titanium, baja tahan karat, dll.) sebagai bahan baku, dapat mencetak bagian logam dengan kekuatan tinggi dan presisi tinggi, dan digunakan secara luas di bidang penerbangan, medis, dan lainnya.
Pencetakan inkjet stereo (3DP) menggunakan bahan berbentuk bubuk (logam atau non-logam) dan perekat sebagai bahan baku, serta menggunakan mekanisme perekatan untuk mencetak setiap lapisan komponen secara bertahap. Contoh cetakan dari teknologi pencetakan ini memiliki warna yang sama dengan produk sebenarnya, dan saat ini merupakan teknologi pencetakan 3D warna yang lebih matang.
Manufaktur objek laminasi (LOM) menggunakan bahan lembaran tipis (seperti kertas, film plastik, dll.) dan perekat panas lebur sebagai bahan baku, dan menumpuk objek yang diinginkan lapis demi lapis melalui pemotongan laser dan perekatan termal. Teknologi ini memiliki kecepatan pembentukan yang cepat dan biaya bahan yang rendah, serta cocok untuk membuat struktur dan cangkang besar.
Meskipun produk teknologi pencetakan 3D memiliki tingkat restorasi yang tinggi, ia dibatasi oleh bahan baku cetakan. Produk cetak 3D sangat rapuh dan mudah pecah akibat gaya eksternal. Ketika produk seperti ini digunakan dalam skenario dengan persyaratan kinerja mekanis tinggi, mereka akan tampak agak "tidak mampu". Jadi, bagaimana cara meningkatkan "hati kaca" produk cetak 3D agar memiliki kulit yang menarik dan "kelenturan" yang tidak mudah rusak?
Pada 3 Juli 2024, para ilmuwan Tiongkok menerbitkan hasil penelitian tentang elastomer cetak 3D di jurnal Nature. Talitan karet yang dipersiapkan menggunakan teknologi ini dapat direntangkan hingga 9 kali panjang aslinya, dan kekuatan tarik maksimumnya bisa mencapai 94,6MPa, yang setara dengan 1 milimeter persegi dapat menahan hampir 10 kilogram gaya gravitasi, menunjukkan kekuatan dan ketangguhan super tinggi.

"Rekonsiliasi" antara kecepatan pembentukan dan ketangguhan produk jadi
Dalam proses pencetakan 3D fotopolimerisasi (SLA, DLP, LCD), peningkatan efisiensi produksi memerlukan kecepatan pembentukan yang lebih cepat, yang mengakibatkan peningkatan dalam kepadatan silang material dan penurunan ketahanan material selama proses pengerasan. Dengan metode konvensional, saat ketahanan material meningkat, viskositas material juga akan meningkat, yang akan mengurangi kelenturan dan menurunkan kecepatan pembentukan. Kontradiksi antara kecepatan pembentukan cetakan 3D dan ketahanan produk akhir selalu menjadi masalah yang mengganggu seluruh industri.
Ilmuwan Tiongkok telah "mendamaikan" kedua kontradiksi ini. Para peneliti mengusulkan strategi pencetakan bertahap dan pengolahan pasca-cetak dengan menganalisis resin fotosensitif bahan mentah dari pencetakan 3D photocuring dan memecah proses pencetakan. Para peneliti merancang prekursor DLP (digital light processing) dimetakrilat, yang berisi ikatan urea dinamis yang terhambat dan dua kelompok karboksil pada rantai utama. Selama tahap pencetakan dan pembentukan, komponen-komponen kunci ini berada dalam keadaan "tidur" dan memainkan peran penguatan pada tahap pengolahan pasca-pembentukan.
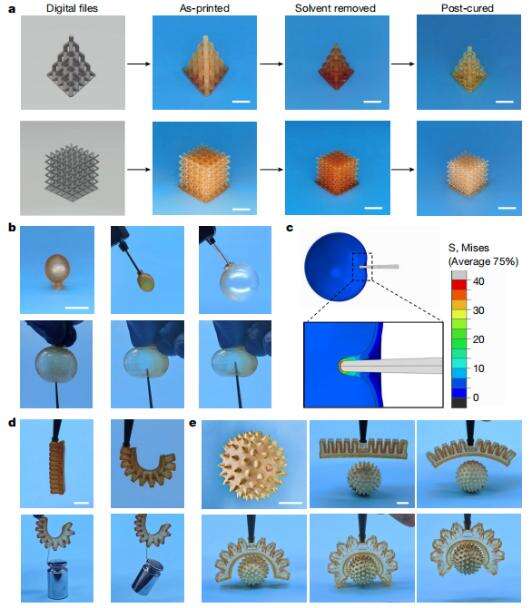
a. Objek cetakan 3D dan perubahan dimensi selama pengolahan pasca-cetak; b. Kinerja anti-tembus pada balon cetakan 3D; c. Pemodelan gaya tusukan mekanis; d-e. Uji angkat beban cangkang pneumatik cetakan 3D. Sumber gambar: Referensi [1]
Selama tahap pasca-pengolahan pada 90°C, ikatan urea yang terhambat dalam produk cetak 3D terpisah untuk menghasilkan kelompok isosianat, yang di satu sisi membentuk ikatan amida dengan kelompok karboksil pada rantai samping, dan di sisi lain bereaksi dengan air yang diserap oleh asam karboksil untuk membentuk ikatan urea. Perubahan dalam ikatan kimia di dalam molekul-molekul tersebut menghubungkan struktur jaringan tunggal dalam material menjadi struktur jaringan saling tembus yang menyerupai "tangan dalam tangan", membawa lebih banyak ikatan hidrogen dan memperkuat struktur internal material. Adalah karena perubahan dalam struktur internal material ini bahwa produk cetak 3D memiliki ruang buffer yang lebih besar ketika mengalami deformasi akibat gaya eksternal, mirip dengan efek penyerapan energi saat tabrakan kendaraan, yang meningkatkan daya tahan benturan dan kekuatan tahan patah produk serta memiliki ketangguhan yang lebih tinggi.
Hasil eksperimen menunjukkan bahwa film yang dipersiapkan dengan pencetakan 3D menggunakan prekursor DLP dengan ketebalan hanya 0,8 mm menunjukkan performa anti-tembus yang sangat kuat, memungkinkannya untuk menahan gaya sebesar 74,4 Newton tanpa patah. Bahkan dalam kondisi pengembangan tekanan tinggi, pengangkat pneumatik yang dicetak dengan 3D masih dapat menggenggam bola tembaga berbobot 70 gram dengan duri tajam di permukaannya tanpa patah, yang menunjukkan kekerasan ultra-tinggi dan kekuatan struktural dari produk cetak 3D.
Penerapan luas elastomer cetak 3D
Di bidang peralatan olahraga, elastomer cetak 3D memberikan atlet dengan peralatan pribadi berkinerja tinggi. Misalnya, sol sepatu khusus dan peralatan pelindung menggunakan sifat penyerap guncangan dan dukungan dari elastomer untuk mengoptimalkan kinerja olahraga atlet serta meningkatkan pengalaman pemakaian. Terutama dalam olahraga ekstrem dan olahraga dampak tinggi, bahan elastomer cetak 3D dapat secara signifikan mengurangi dampak pada atlet saat berolahraga dan melindungi sendi serta otot mereka dari cedera.
Di bidang otomotif dan penerbangan, elastomer cetak 3D digunakan untuk komponen kunci seperti bagian penyerap guncangan yang ringan dan segel. Bagian-bagian ini dapat mengurangi bobot dan tetap mempertahankan performa tinggi melalui desain struktur kompleks.
Di bidang produk elektronik, produk seperti penutup pintar, gelang pintar, casing ponsel, dan lainnya dapat dicetak menggunakan bahan elastomer. Produk-produk ini tidak hanya memiliki kelembutan dan elastisitas yang sangat baik, tetapi juga tahan aus dan awet, sehingga dapat memenuhi kebutuhan konsumen yang beragam terhadap penampilan dan kinerja produk.
Di bidang manufaktur industri, teknologi pencetakan 3D elastomer digunakan untuk membuat berbagai cetakan industri dan sabuk transmisi serta komponen lainnya. Komponen-komponen ini perlu menahan beban mekanis dan getaran yang lebih besar, dan bahan elastomer adalah pilihan ideal dengan elastisitas dan ketahanan lelah yang sangat baik. Membuat komponen-komponen ini melalui teknologi pencetakan 3D tidak hanya dapat meningkatkan efisiensi produksi, tetapi juga mengurangi biaya pembuatan.
Kehadiran teknologi pencetakan elastomer 3D telah memperluas lebih jauh skenario penggunaan produk cetak 3D dan membawa lebih banyak kemungkinan yang berwarna-warni ke dalam hidup kita.
 Berita Terbaru
Berita Terbaru2024-07-26
2024-07-26
2024-07-26

WHALE STONE 3d We are committed to providing customers with SLA printing, SLS nylon printing, SLM printing, CNC Machining,small batch compound mold rapid manufacturing services.
4th Floor, 4483 Wuzhong Avenue, Suzhou, Jiangsu, China
Copyright © Copyright @ 2024 WHALE STONE 3d All Rights Reserved. Kebijakan Privasi







